Whether you are a small operator or large EPCM, our extensive knowledge of pressure safety & lasting valving industry experience will ensure that your requirements are timely met to the highest level of quality.

Our Australian-based Technical Sales team boasts over 40 years of valving and general industry knowledge, allowing for accurate and rapid responses to your important technical queries.

We take an application based approach for the sizing and selection of your valving requirements. Our valve recommendations are tailored to your application requirements and industry based practices.

We stock an extensive range of valves, readily available for next day delivery. Not in stock? We can offer rapid procurement options from our partner pressure relief valve manufacturers.

We understand technical support doesn’t end at valve purchase, as such we strive to provide actionable after-market support on all your valve purchases.
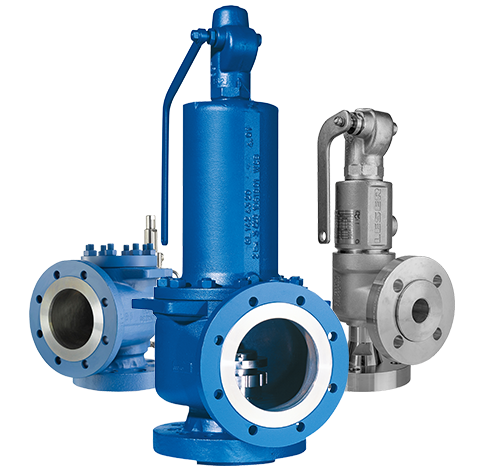
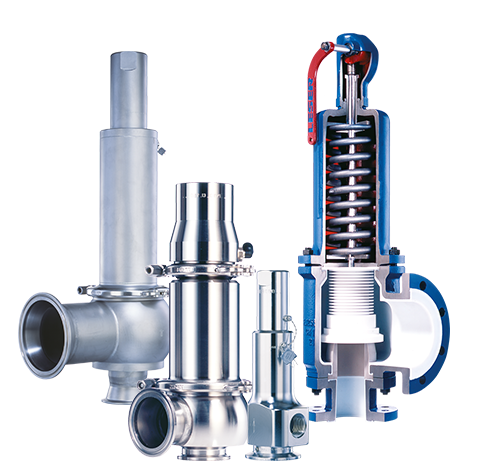
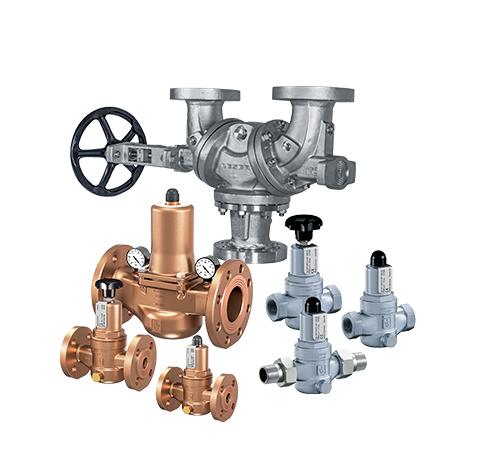
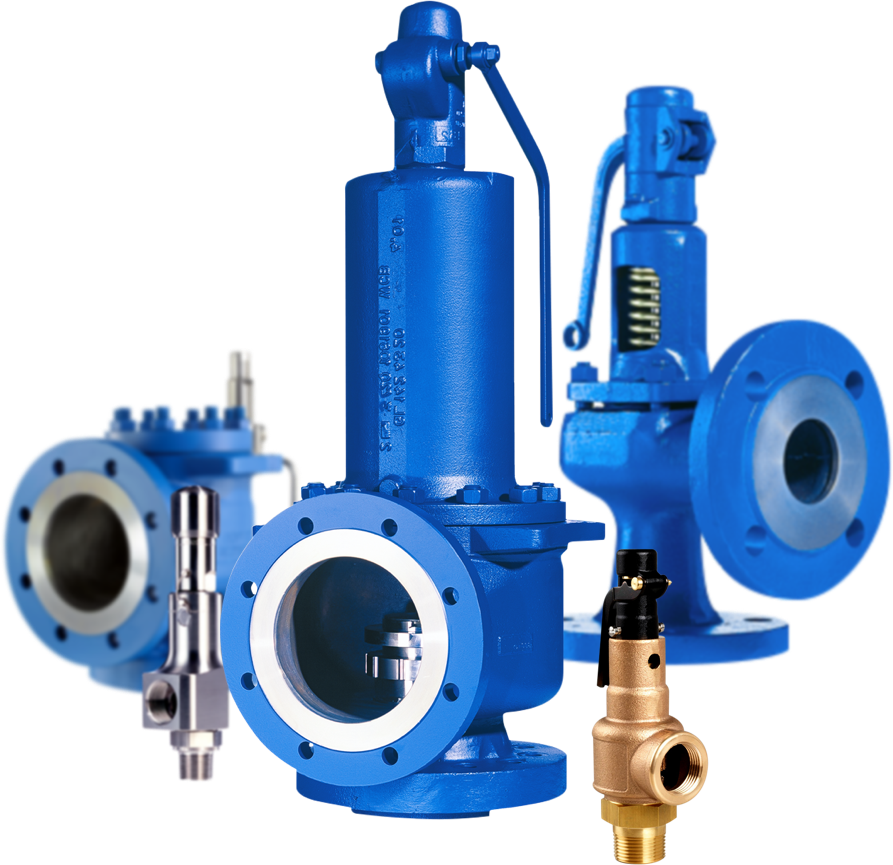
Our expansive range features products from leading safety valve manufacturers.
We provide a wide array of services, strategically designed to offer the best in pressure system safety and performance. We also specialise in the servicing & testing of Safety Relief Valves.
Our service offering includes…
Our extensive knowledge in safety and relief valves, accrued through partnerships with top pressure relief valve manufacturers and safety valve manufacturers, allows us to offer technical support that is both reliable and efficient. We swiftly diagnose issues and provide flexible servicing options to get your equipment back in service without delay.
Our comprehensive valve servicing and overhaul process is designed to maintain the optimal functionality of your pressure relief and safety valves. We employ a meticulous approach, including collecting all relevant safety valve information, offering downloadable valve request repair forms, and providing a simple process for form submission.
As a LESER Authorised Repair Center (LARC), we are part of a worldwide network that ensures competent maintenance, servicing, and repair of your LESER brand safety valves. We are LESER trained and qualified in the specific servicing of various LESER product groups, ensuring that your valves are in the most capable hands.


Pressure Systems P/L is a wholly owned Australian company specialising in the supply of pressure relief and pressure regulating products for the protection against overpressure for vital services such as steam, air, gases, process fluids, pressure vessels and pipelines.
For over 40 years Pressure Systems P/L have been supplying quality and dependable products for the Petrochemical, Power Generation, Oil and Gas, LNG, Water-treatment, Waste-water, Desalination plant, Pulp and Paper, Boiler Manufacturers, Mining and other HVAC and general industries.
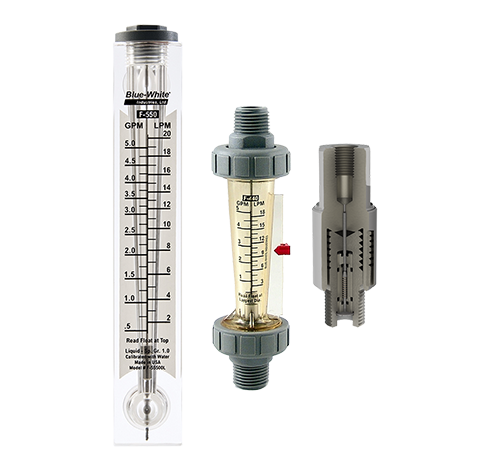
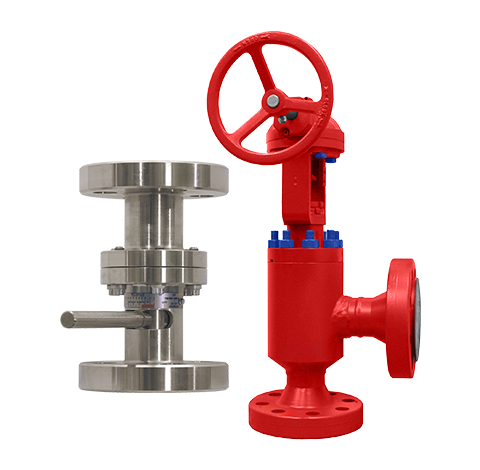
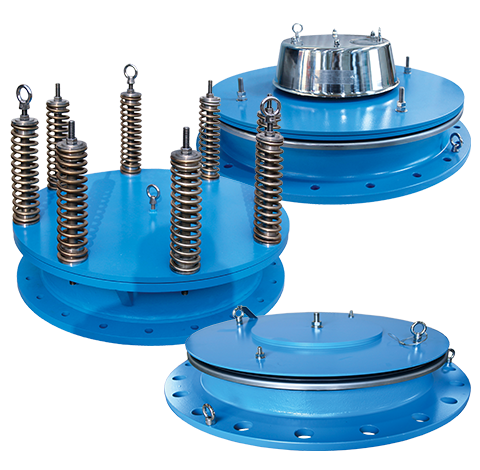
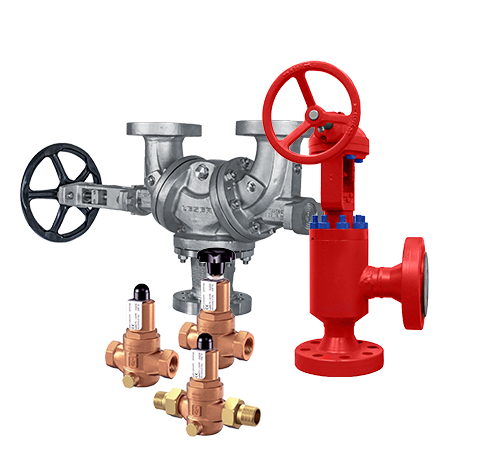
We are importers, assemblers, testers, stockists, and distributors of threaded and flanged safety relief valves, bursting discs, flame and detonation arresters, pressure/vacuum valves, emergency relief vents, flow metres & choke valves. Our partnership with the best pressure relief valve manufacturers and safety valve manufacturers cement our reputation as your go-to for pressure relief and regulating products.
Pressure Systems P/L is a wholly owned Australian company specialising in the supply of pressure relief and pressure regulating products for the protection against overpressure for vital services such as steam, air, gases, process fluids, pressure vessels and pipelines.
A pressure relief valve and a safety valve both serve the function of releasing excess pressure from a system to prevent equipment damage or catastrophic failure. Relief valves are engineered to safeguard your establishment from system breakdowns and shielding equipment from conditions of excessive pressure. Conversely, the phrase ‘safety valve’ pertains to pressure valves whose design is primarily intended to defend people, assets, and operations against potential harm.
The frequency of servicing depends on various factors including the type of application, the operating conditions, and the specific recommendations of the valve manufacturer. However, as a general rule, safety and pressure relief valves should be inspected and tested at least once a year to ensure they are in optimal working condition.
We service a wide range of safety valves, including those from many leading safety valve manufacturers. As a LESER Authorised Repair Center, we are specifically trained and qualified in the servicing of various LESER product groups.